

















检测难点
1. 检测效率与生产节拍的矛盾。一条自动化产线每分钟可生产上百个螺栓,要求对直径、杆径、头厚、对角尺寸等进行全检。传统接触式量具如卡尺、千分尺,测量一个尺寸需数秒,只能抽检,无法跟上产线节奏,漏检风险巨大。
2. 微米级精度的实现难度高。高精密螺栓的公差带常控制在±0.02mm以内,人工读数存在主观误差,量具的接触压力不均也会引入形变误差,难以稳定达到微米级精度。
3. 多特征同步测量的复杂性。螺栓检测并非单一参数,需同时测量头部外径、杆部直径、螺纹大径、头部厚度、六角对边等多个特征。传统视觉系统多依赖静态拍照,需要工件停顿,且难以在一个工位完成所有特征测量,多工位流转又带来定位误差累积。
检测要求
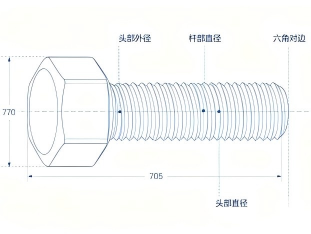
1. 头部外径、杆部直径公差带控制在±0.02mm以内;
2. 头部厚度、六角对边尺寸公差带控制在±0.03mm以内;
3. 需在同一工位同步完成直径、高度、对边等多个尺寸的测量;
4. 单件测量和判定时间需小于0.5秒,实现100%在线全检;
5. 系统需具备自动分拣信号输出能力,实时剔除NG品。
检测方案:在线图像测量仪
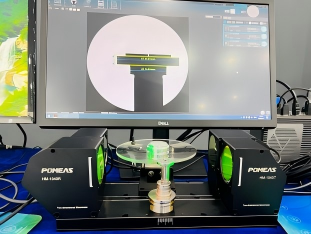
普密斯在线图像测量仪为螺栓尺寸检测提供了一站式在线实时测量方案。该方案采用高分辨率工业相机与大景深远心镜头组合,搭载高速图像处理平台,直接嵌入螺栓冷镦、搓丝后的自动化产线上。

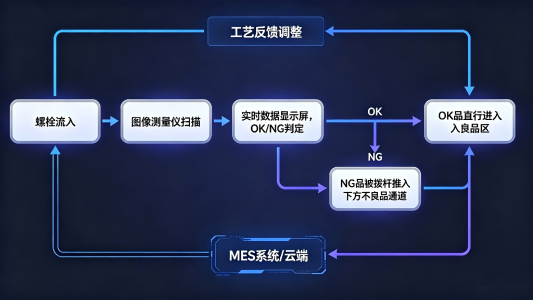
方案工作流程如下:螺栓通过振动盘或传送带高速通过测量工位,无需停顿;在线图像测量仪以每秒数十至上百帧速率连续采集图像,实时捕捉螺栓侧面轮廓;内置算法在小于50ms内完成图像处理,提取头部外径、杆部直径、头部厚度、六角对边等关键尺寸,并与预设公差限实时比对;测量数据、判定结果和统计趋势图实时显示在工业触摸屏上,同时输出OK/NG信号驱动分拣机构,将NG品自动分离至不良品通道。
系统特别针对在线连续检测进行了优化:大景深远心镜头保证工件在景深范围内轻微跳动时,成像尺寸不受影响;高速全局快门传感器消除运动拖影,确保飞拍图像清晰锐利;边缘检测算法达到亚像素精度,重复性精度可达±0.005mm,满足严苛微米级公差要求。
方案优点
其一,效率极高,真正实现在线全检。可在螺栓高速过线状态下完成测量,无需停顿,匹配产线最高节拍,单件检测时间轻松控制在0.5秒以内,实现100%实时全检,告别抽检模式。
其二,精度卓越,数据一致稳定。亚像素边缘算法和远心光学系统保证微米级测量精度,消除人工误差和接触形变,多次重复测量数据高度一致,为工艺优化提供精准数据支撑。
其三,多尺寸同步测量,部署灵活。一套系统同时完成直径、高度、对边等多种特征测量,避免多工位流转。紧凑结构便于嵌入既有产线,支持多规格产品快速切换,参数配方一键调用。
其四,闭环质量管理,驱动工艺改进。实时趋势图直观展示尺寸漂移,超差预警提前介入;测量数据可追溯、可导出,与MES系统对接,构建从检测到反馈的闭环质量管理,助力良率持续提升。
产品推荐
技术方案
MORE+您可能也对以下信息感兴趣

 咨询POMEAS
咨询POMEAS  价格垂询
价格垂询  申请演示/测试
申请演示/测试  免费试用
免费试用  精准选型
精准选型  电话:400-168-8336
电话:400-168-8336 传真:+ 86-0769-22660867
传真:+ 86-0769-22660867 邮箱:marketing@pomeas.com
邮箱:marketing@pomeas.com 公司地址
公司地址
生产中心:广东省东莞市东城区柏洲边社区涌尾路68号
营销中心:东莞市松山湖高新区中集智谷产业园15栋
苏州办事处:苏州市工业园区唯新路60号启迪时尚科技城40栋

微信二维码