

















一、线束端子尺寸检测要求

1. 端子本体外观与配合尺寸
在未压接状态下,需依据工程图纸严格控制外形。主要包括总长度、宽度及厚度,确保其能顺利装入塑壳胶座。对于插针部分,重点管控针径、针长及相邻针脚的中心距(Pitch),防止因间距偏差导致对接时“对插不上”或造成短路。此外,还需检测锁扣结构的倒扣尺寸和弹片的开口量,以保证装配后的保持力符合规范。
2. 压接后端子关键尺寸(核心质控点)
-
导体压接高度(Crimp Height): 这是最重要的参数,直接关联接触电阻和拉拔力。通常要求公差控制在正负0.03毫米至0.05毫米以内。
-
导体压接宽度: 由模具物理尺寸决定,需定期抽检以确保模具未磨损。
-
喇叭口(Bellmouth): 压接端子前后两端必须呈现微小的喇叭状开口,以防止锋利的金属边缘割伤铜丝,通常要求大于0.05毫米且小于0.4毫米。
-
毛刺与芯线露出: 压接产生的底部毛刺高度不得超过材料厚度,且芯线铜丝应略微露出压接区前端,但不能过长导致短路。
二、线束端子尺寸检测难点

1. 金属表面反光干扰
端子多为镀锡、镀金或镀银材质,表面具有高反光特性。在光学测量时极易产生眩光或过曝,导致相机难以捕捉到真实的边缘轮廓,从而产生测量误差。
2. 微小尺寸与三维形位
现代电子连接器趋向微型化,针脚间距已缩小至0.3毫米甚至更小,传统卡尺无法触及。同时,针脚的共面度(所有针尖是否在同一平面)和高度差属于三维空间数据,普通二维测量手段难以获取。
3. 压接截面的隐蔽性
压接高度可以用高度规测量,但要评估压接是否“实心”(即铜丝是否被压实、有无空隙),必须观察横截面。这涉及破坏性切割、研磨和显微分析,操作复杂且耗时长,难以实现全检。
4. 产线节拍与精度的矛盾
生产线节奏极快,人工使用工具显微镜测量效率低且主观性强,容易成为产能瓶颈,且难以实现数据的数字化追溯。
三、推荐测量设备
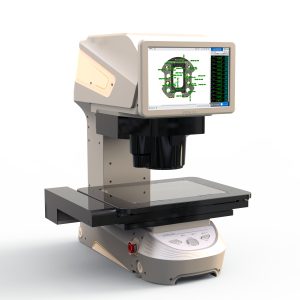
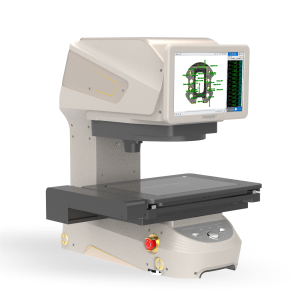
1. 一键式闪测仪
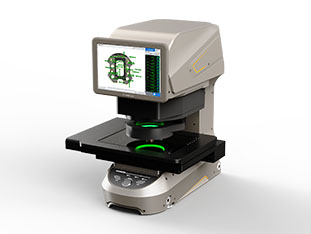
适用于产线全检。将多个端子随意放置在载物台上,设备能在数秒内一次性测出几十个尺寸,效率极高,特别适合大批量、小体积端子的快速筛查。
2. 3D线激光轮廓仪

适用于在线自动化检测。安装在压接机后方,利用激光三角反射原理,无需接触即可扫描出端子的三维轮廓,实时监测针脚共面度和高度,自动剔除不良品。
技术方案
MORE+您可能也对以下信息感兴趣

 咨询POMEAS
咨询POMEAS  价格垂询
价格垂询  申请演示/测试
申请演示/测试  免费试用
免费试用  精准选型
精准选型  电话:400-168-8336
电话:400-168-8336 传真:+ 86-0769-22660867
传真:+ 86-0769-22660867 邮箱:marketing@pomeas.com
邮箱:marketing@pomeas.com 公司地址
公司地址
生产中心:广东省东莞市东城区柏洲边社区涌尾路68号
营销中心:东莞市松山湖高新区中集智谷产业园15栋
苏州办事处:苏州市工业园区唯新路60号启迪时尚科技城40栋

微信二维码