

















在工业检测场景中,用户常陷入一个认知误区:认为500万像素彩色相机与500万像素黑白相机在细节表现上应完全等同。然而,实际测试数据显示,在相同分辨率下,黑白相机在边缘锐度、纹理清晰度等关键指标上往往优于彩色相机。
黑白工业相机方案效果
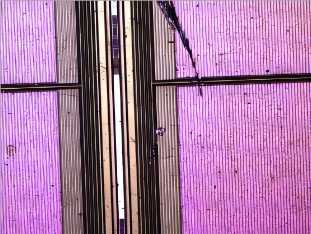
彩色工业相机方案效果
通过在传感器表面覆盖红、绿、蓝滤光片实现色彩采集,但每个像素仅能接收单一颜色光信号。例如,500万像素彩色相机中,实际直接感光的像素仅约167万(红/蓝)和333万(绿),其余像素需通过插值算法“猜测”缺失颜色。这种数学推测在处理高对比度边缘(如金属划痕)或精细纹理(如织物纤维)时,会引入模糊效应,导致细节丢失。实验数据显示,检测0.01mm微小缺陷时,彩色相机误检率比黑白款高37%。
相比之下,黑白相机直接捕获全光谱光线,每个像素独立记录光强,无需色彩分割,量子效率更高,能捕捉更多有效信号。其单通道灰度数据(8-16位/像素)也减少了计算负载,边缘检测速度比彩色款快3倍,适合高速生产线。此外,黑白相机动态范围通常高2-3档,弱光下信噪比更优,强光下不易过曝,在户外或反光表面检测中优势明显。
选型建议:
若需颜色分类(如药品分拣)或色差检测,选彩色相机;
若追求尺寸测量、微小缺陷识别等高精度需求,优先选黑白款。
未来,量子点滤光片等新技术或能突破拜耳阵列局限,但当前工业检测中,黑白相机仍是细节还原的可靠选择。
产品推荐
技术方案
MORE+您可能也对以下信息感兴趣

 咨询POMEAS
咨询POMEAS  价格垂询
价格垂询  申请演示/测试
申请演示/测试  免费试用
免费试用  精准选型
精准选型  电话:400-168-8336
电话:400-168-8336 传真:+ 86-0769-22660867
传真:+ 86-0769-22660867 邮箱:marketing@pomeas.com
邮箱:marketing@pomeas.com 公司地址
公司地址
生产中心:广东省东莞市东城区柏洲边社区涌尾路68号
营销中心:东莞市松山湖高新区中集智谷产业园15栋
苏州办事处:苏州市工业园区唯新路60号启迪时尚科技城40栋

微信二维码