


















方案背景
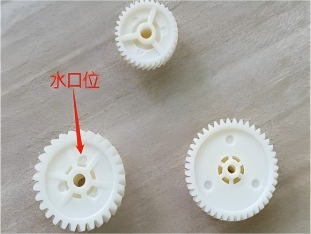
注塑成型齿轮因具备轻量化、低噪音及自润滑特性,广泛应用于精密传动领域。然而,注塑工艺易受温度、压力波动影响,导致缩水、毛刺、缺胶及水口高度超标等缺陷。传统人工目检效率低且易漏检,二维机器视觉难以获取高度信息,无法满足精密装配需求。为此,本方案引入3D线激光轮廓传感技术,实现全尺寸、高精度的自动化在线检测。
检测要求
根据产品工艺标准,检测需覆盖以下关键指标:
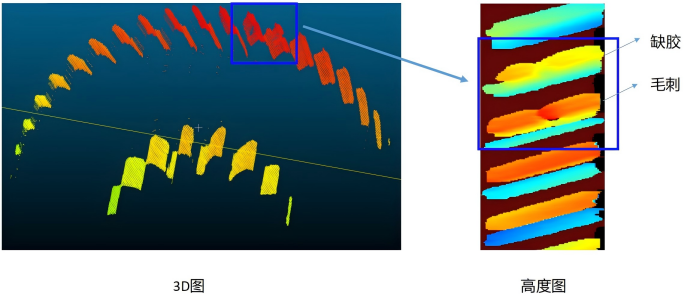
1. 检出齿轮边缘毛刺及缺胶;
2. 识别平面内缩缺陷;
3. 确保水口位不高于基准平面;
4. 齿轮直径检测误差需控制在±0.1mm以内;5. 整体检测节拍需达到7.5秒/个。
检测难点
注塑齿轮表面通常具有一定光泽度,易产生反光干扰;微小毛刺与缩水痕迹深度仅数十微米,对比度低;水口残留高度需通过基准面拟合计算,对算法精度要求高;同时,7.5秒的严苛节拍要求数据采集与处理必须高度并行化。
检测方案
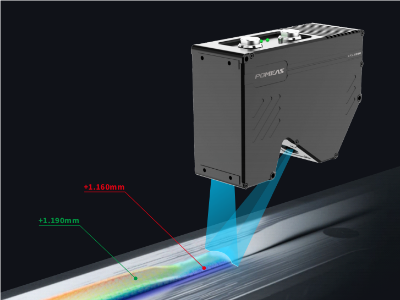
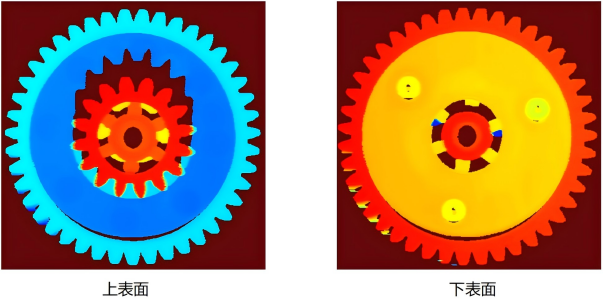
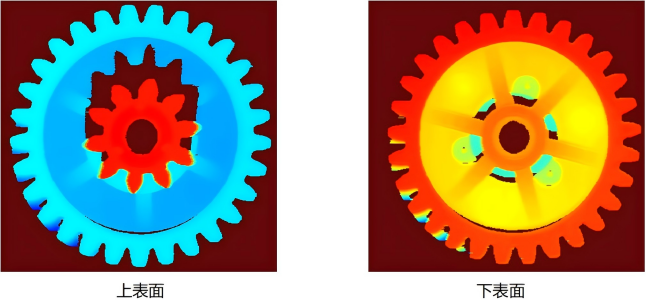
系统采用普密斯自研高精度3D线激光轮廓传感器,扫描齿轮三维轮廓并生成点云数据。
1.定位与基准建立:利用模板匹配工具选取齿轮图像中清晰且稳定的特征区域(如内孔或齿根)作为定位基准,确保每次测量坐标系一致。
2.水口高度检测:在水口位周围提取四个点云数据拟合构建基准平面,通过高度工具计算水口最高点至基准面的垂直距离。若距离为负或为零,则判定水口未高于平面。
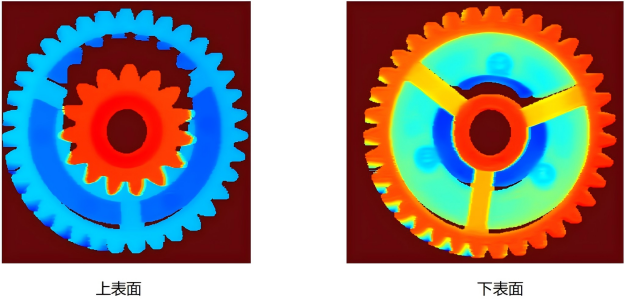
3.直径与缺陷检测:基于定位结果,使用抓圆工具拟合齿轮外圆,获取半径数据并换算直径,精度满足0.1mm误差要求。同时,通过3D轮廓的灰度梯度分析,识别边缘毛刺、缺胶及平面内缩的深度异常。
方案优势
普密斯3D线激光轮廓传感器具备非接触、高精度特性,能精准还原微小形变。相比2D视觉,本方案能真实还原Z轴高度信息,有效解决水口高度与平面度检测难题。算法层面,模板匹配与几何拟合工具的结合,确保了在高速运动下的测量稳定性,且单次扫描即可完成尺寸与缺陷的全检。
方案结果

实际产线验证表明,方案直径测量重复精度达0.05mm,完全满足0.1mm误差要求;单件检测总耗时稳定在6.8秒,优于7.5秒的节拍指标。系统成功检出0.03mm级毛刺及微小缩水,水口高度判定准确率100%,实现了注塑齿轮的全自动高精度品质管控。
产品推荐
技术方案
MORE+您可能也对以下信息感兴趣

 咨询POMEAS
咨询POMEAS  价格垂询
价格垂询  申请演示/测试
申请演示/测试  免费试用
免费试用  精准选型
精准选型  电话:400-168-8336
电话:400-168-8336 传真:+ 86-0769-22660867
传真:+ 86-0769-22660867 邮箱:marketing@pomeas.com
邮箱:marketing@pomeas.com 公司地址
公司地址
生产中心:广东省东莞市东城区柏洲边社区涌尾路68号
营销中心:东莞市松山湖高新区中集智谷产业园15栋
苏州办事处:苏州市工业园区唯新路60号启迪时尚科技城40栋

微信二维码